
Analysis of steel drum crimping
Hainan Jinding Industrial Development Corporation Ding Jinyi
There have been many articles about steel drums in recent years. Through academic discussions, we have continuously deepened our understanding of the shrinking of steel drums, which is quite beneficial to improve the quality of steel drums in China. Here I put forward my own views on the issue of curling.
First, the basic concept of crimping
The original meaning of crimping is: In order to improve the rigidity and strength of the edge of thin-walled parts, the work of curling the edges is called crimping, as shown in Figure 1. This type of crimping is often used in hand-made iron buckets and other daily sundries.
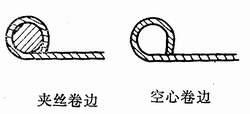
Figure 1 curling diagram
The crimping referred to herein is actually a form of snapping. The bite is generally divided into a plane bite and a corner bite.
The plane bite is to fold and fasten the edges of the two steel plates (or the two edges of one plate) and press them against each other. A flat bite is also called a bite or a bite. This bite is more secure and many places replace brazing. It is often used in the production of kegs (or cans) on the sides of the barrel (or can body).
The plane bites into a half bite and a whole bite. The bite seam separate sewing single buckle, vertical seam double buckle, horizontal seam buckle, horizontal seam single buckle, horizontal seam double buckle, etc., as shown in Figure 2.
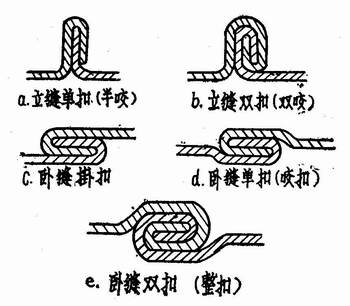
Figure 2 plane occlusion
The bite seam of the barrel is mainly the use of the horizontal seam buckle. The horizontal seam single buckle and the horizontal seam double buckle are mainly used in buildings, such as roof drains. The angling (as shown in Figure 3) is the focus of our discussion.

Figure 3 Corner occlusion
The shape of the steel barrel crimping can be divided into rectangular, circular, trapezoidal, triangular, etc. according to its use. According to the number of overlaps, it is divided into two sides and a triple side.
The beading of the steel drum is a process in which the barrel body and the top and bottom of the barrel are folded. The barrel body and the top (bottom) of the bucket are snapped together by a plurality of reeling wheels in a rolled form to achieve the desired structure and dimensions of the design. Generally, the crimping edge has a certain sealing property, and has good anti-leakage performance and impact resistance, thereby ensuring that the steel drum can withstand various forms of collision and fall during transportation and storage. In the past, due to the quality of the steel barrels in China, the leakage accidents caused a lot of losses. In recent years, various barrel factories have been studying and mastering advanced crimping technology, digesting and absorbing international advanced crimping technology to make China's steel barrel curling quality into the international advanced ranks.
Second, the requirements for the metal material of the crimping
The metal sheet for crimping must have good plasticity. The plasticity of a metal refers to the ability of a metal to undergo permanent deformation under the action of an external force. The plasticity of a metal can generally be reflected in two aspects, one is the area shrinkage rate and the other is the elongation rate, which is represented by ψ and δ, respectively.
ψ=[(F0-F1)/F0]×100%
Where: F0 - the cross-sectional area of ​​the test piece before stretching; F1 - the cross-sectional area of ​​the test piece after the break.
δ=[(L1-L0)/L0]×100%
Where: L0 - length before stretching; L1 - length after breaking.
The larger the value of ψ and δ of the metal material, the better the plasticity. A plastic material is easy to perform various processes such as calendering, bending, stretching, crimping, and the like.
For materials used in steel drums, materials with a ratio of yield strength to strength limit of less than 0.75 are recommended.
Σs/σb<0.75
Where: σs - yield strength; σb - strength limit.
The requirements for the material of the barrel and the top of the barrel are also different. The material of the top and bottom of the barrel is tested by cupping.
During the crimping process, under the external force of the steel barrel body and the top of the barrel, the crimping material undergoes strengthening, recrystallization, creep, residual internal stress recovery, stress relaxation and the like.
In plastic deformation, metals tend to slip or twin, and are mainly slip. Under the action of external force, the barrel and the top of the barrel are curled along the curve of the roller. When the external force exceeds the slip resistance, the metal slips. The metal hardens after slipping. When the crystal surface slip resistance continues to increase, the slip stops. If it increases again, the crystal continues to slip, and once the deformation cannot be performed, the material cracks. Therefore, the top and bottom of the barrel should not be too small when the stamping is formed, and the arc of the winding roller should not be too small.
Third, the inside and outside specifications of the crimping
1. Crimping appearance requirements
(1) The top of the curled edge should be smooth and free of ribs and cracks protruding inward.
(2) The lower part of the curling is smooth, and there are no defects such as teeth, iron tongue, crooked shape, damage, and loose seams.
1 tooth: refers to the bad edge of the barrel hook, forming a protrusion in the lower part of the curl.
2 iron tongue: refers to the partial sag of the curling edge, the width is more than 1.2 times the width of the curling edge.
8 Flange shape: The roller of the head roller is not flat, which causes the second curl to form a V-shaped notch, and the lower part of the curl has a mark of crushing.
4 The seam is loose. It refers to the seam part, and the curling is loose due to insufficient pressure of the roller.
2. Crimping internal requirements
(l) The barrel hook and the top hook of the bucket are required to be flat, without wave shape, and the upper gap Uc and the lower gap Lc are as small as possible, as shown in Fig. 4.
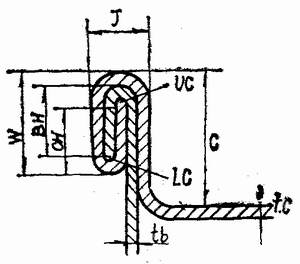
Figure 4 crimping internal structure
(2) Overlap rate η: The overlap ratio of the inner barrel hook and the bottom hook of the barrel is more than 45%.
η={(BH+CH+1.1tc-W)/[W-(2.6tc+1.1tb)]}×100%
Where: BH - barrel hook width (mm); CH - barrel top hook width (mm); W - curl width (mm); tc - barrel top floor thickness (mm); tb - Barrel thickness (mm)
Fourth, the hemming process analysis
Crimping is the most critical process in the production of steel drums. The quality of the curling is directly related to the internal quality of the steel drum. There are many factors affecting the quality of the curling edge, such as the mechanical properties and thickness uniformity of the steel plate, the width of the barrel and the width of the top and bottom of the barrel, the performance of the filler, the fullness of the filler, the degree of dryness and the method of coating the multi-sealing machine. Curve and wear level and adjustment of the sealing machine, etc. To get the ideal curl, you must first have a good roll. Do the following analysis for this:
1. Analysis of steel barrel force during crimping
The steel drum is subjected to rolling of the rolled roller during the crimping process. The change in the curl from the formation of the bead indicates that the force of the unwinding roller on the barrel is very complicated. The magnitude, direction, position of action, etc. vary with time. It is difficult to accurately calculate the force and its changes in each tense.
The force of the unwinding roller and the barrel flange during the crimping process is a spatial force Po. The line of action is perpendicular to the working surface contact contour line, and is divided into three component forces of Px, Py and Pz along the three directions of space X, Y and Z. Px is the circumferential component, and Py is the radial component. Pz is the axial component. At the beginning of the curling, at the beginning of the radial feed of the seal wheel, the ratio of the Px and Py component is larger, and the Pz component is smaller. The magnitude of the Px and Py component forces increases with the radial feed amount S and the thickness of the seal flange increases, but Pz increases slowly. As the radial feed position changes continuously, the three component ratios of Px, Py, and Pz change: the Pz component force suddenly increases, and the Px and Py component forces decrease relatively. This is because the barrel and the bottom flange of the bucket have been curled. As the radial feed tends to terminate, the Px component is more reduced. The change in the second coiling force is similar to the first one. In the final roll extrusion, the Px component is mainly used to overcome the contact friction between the roller and the seam during the rolling process. The theoretical calculation formula for the sealing force P or Px, Py\Pz component of the sealing and rolling in the sealing barrel is still mature.
2. Analysis of the trajectory of curl forming and roll sealing wheel
When the steel drum is crimped, the transmission mechanism feeds the barrel body and the top of the barrel to the sealing machine working table, and the winding wheel performs feeding while the workpiece rotates. The first is the first winding wheel to perform the sealing operation, and the barrel body and the top of the barrel are stacked and folded into a desired shape. Automatically evacuate after completion and immediately perform the second winding operation. Under the action of the cam, the second wrapping roller is fed radially toward the center to be pressed, so that the curled flange fits close to the barrel and finally becomes a tightly hooked bead. Figure 5 is a schematic view showing the formation of a double bead. Figure 5a is a diagram showing the start and end of the first crimping wheel. Figure 5b is a diagram showing the start and end of the second roll of the roll.
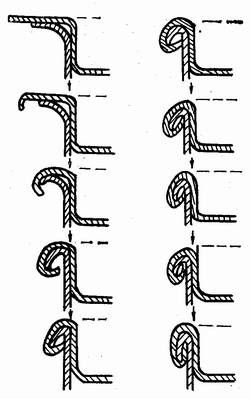
Figure 5 Schematic diagram of the formation of a double roll
In the edge-sealing process, the roll-up wheel and the top of the bucket move relative to each other, the barrel and the sealing disk er rotate, and the roll-off wheel makes radial feed. The barrel speed is the main factor affecting production efficiency. The feed rate of the roller should be adapted to the barrel speed. Each revolution of the barrel, the radial feed amount S of the roll-up roller can be expressed by the following formula:
S=(a1-a2)/nZ (mm/r)
In the formula: a1—the distance from the center of the roller to the center of the barrel (mm) when the roller is rolled, and the distance from the center of the roller to the center of the barrel (mm) when the winding roller is completed; n- When the roller sealing wheel is pushed a1 - a2 radially, the number of rotations of the barrel around the spindle (r); Z - the number of rollers for the same job at the same time.
The minimum value of n should be taken. Usually take the first seal nmin ≥ 2 more second seal nmin ≥ 10. n can make the curling more than n too large, especially after n> 4, improve the quality of the seal is not obvious, but affect production ability.
There are a variety of mechanical devices that achieve radial feed. The requirements of the device should firstly meet the requirements of the sealing process, and achieve radial feeding uniformly and stably, which facilitates the adjustment and control of the feed amount. In addition, it is required to be simple, compact, and easy to process. It can be used as a mechanism for rolling radial feed, such as cam mechanism, eccentric mechanism, differential eccentric mechanism, and linkage mechanism. The most common are cam mechanisms and eccentric mechanisms. Some hydraulic mechanisms have recently been used.
3. Ideal sealing curve analysis of roll-up roller
The most ideal form of crimping should be based on round curling. The rounded edge of the steel barrel means that the outer contour of the curling edge is mainly circular, and the actual curling shape is often eclectic, and has a pure circle, a trapezoid, a triangle, and the like.
The sealing wheel is an indispensable tool for the crimping operation. The forced crimping of the barrel and the top of the barrel by the sealing roller achieves a tight snap. In order to curl and deform the barrel and the top of the barrel during rolling, the design of the winding wheel must be such that the crimping process is gradual and the deformation resistance is minimized. The radial feed motion of the roller is shown in Figure 6. Figure 6a shows the radial feed of the roller when a set of rolled rollers is used for crimping. The total radial feed distance at the time of encapsulation should be constant for each type of barrel. It is completed by the first winding roller and the second winding roller or even the third winding roller. The radial feed of the forming roller when the top of the barrel is pre-rolled is not included in the total winding radial feed distance. According to the degree of deformation during curling and ensuring the quality of the curling, the radial feeding distance of the first winding roller is generally 70-80% of the total radial feeding distance, and the second winding roller is 20-30%. The amount of radial feed S affects the quality of the hemming and the production efficiency. In order to obtain excellent quality of the seal, S should not be chosen too large. When Z=1, it is formed by rounding and connecting multiple arc curves.
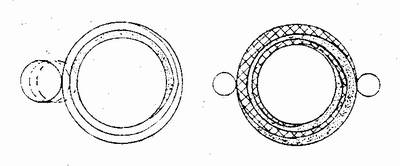
Figure 6 Radial feed motion trajectory of the seal wheel
Theoretically, the formation of the bead should start from the inner layer and then curl the outer layer, that is, from the large curvature to the small curvature. In fact, the sealing of the steel drum can only transition from the outer layer to the inner layer, that is, from a small curvature to a large curvature. In order to solve this problem, the seals are often not completed in one time, and are subjected to two or three times of sealing, the so-called double or triple crimping.
The simple double beading has different working curves for the first and second winding rollers due to different winding requirements. The first wheel requires that the barrel body and the bottom flange of the barrel are rolled and overlapped to each other, so that the periphery of the bottom flange of the barrel is curled to the root of the barrel flange, and the radial feed displacement is large, and the working curve groove is narrow and deep. The shape is complicated. It is the main roller that forms the curl. The second reeling wheel continues to roll the finished crimp to make it a double crimped seam, so that the winding curve working face is a wide and shallow trough shape, as shown in FIG.

Figure 7 Double-rolling roller curve
In the process of winding, since the working surface of the sealing wheel is directly in contact with the barrel and the top of the barrel, it is rolled and honed, so it is easy to be broken due to wear, fatigue and gluing. Therefore, the material of the sealing wheel is preferably made of high quality steel and alloy. Steel or tool steel such as Cr12, 9CrSi, etc. The heat treatment hardness should reach HRC60-62 to ensure that the working surface is hard and wear-resistant. The surface finish is recommended to be above Δ7. After the working curve is processed, the nickel-spraying method can greatly improve the wear resistance.
The ideal crimping curve must have an ideal crimping curve. The author thinks that the most ideal round-roller roller curve is the Archimedes spiral c. Is it? A constant velocity spiral is a curve obtained from the characteristics of a constant velocity cam.
Ï=Ïo+αθ
Where: Ï - polar diameter; α - constant, related to the thickness of the barrel; θ - polar angle.
When Ïo = 0, the equation becomes Ï = αθ. This is the curling curve equation. It can be seen from the curling curve equation that when θ = 0, Ï = O. When 9 is continuously increased, Ï is also proportionally increased. When θ is 2Ï€ per revolution, Ï is increased by 2πα, as shown in Fig. 8. One of the characteristics of the Archimedes spiral is that the rays of the pole 0 are cut into equal length segments. This feature can meet the basic requirements of steel drum crimping with a constant sheet thickness. The three-jaw chuck used in the lathe is processed using this principle. It ensures that the three jaws of the chuck are simultaneously telescoped and located on the centerline.
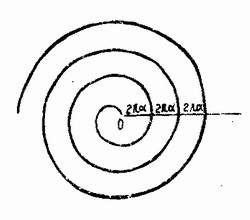
Figure 8 Archimedes spiral
When there is no gap between the layer and the layer in the bead of the steel drum, 2πα=2b, where b is the wall thickness of the steel drum.
The hemming curve can be drawn accordingly according to the equation Ï = αθ. The method is to calculate each polar diameter for each polar angle, take a point, and connect the corresponding Ï point into a curve, which is an ideal curling curve.
By calculating the length of the steel barrel curling curve, the width of the body flange and the width of the bottom edge of the bucket can be obtained. The length of the roll-up roller curve can be calculated by an integral formula. The polar coordinate and polar coordinate conversion relationship can be used to derive the arc differential formula of polar coordinates:
![]()
The formula for the unfolding length of the bottom cover of the steel drum is:

The size of the body flange is:

According to the above formula, it is not difficult to calculate the size of the flange of the barrel and the width of the bottom of the bottom of the barrel.
[Every time I see this box, I feel very, very, happy, and it is like a huge candy, and its colors seem to lead me back to my happy childhood"a customer said to Miss Zhang, who is in charge of the designing. [When I open the box, I find the box is full of candies. It is the best gifts I`ve ever received, and the packaging is that interesting and cute" ,she continued.
Candy Box,Candy Box Crafts,Candy Box Cake,Candy Box Design
ANSHAN JIASHUN ARTS AND CRAFTS CO.,LTD , https://www.jhwls.com