
Manufacturing Formula
The theoretical value of the corrugated box manufacturing size is equal to the inner diameter size plus several times the thickness of the corrugated board (total thickness) and the amount of dimensional shrinkage caused by the indentation (also referred to as the increased value). Among them, the thickness of the corrugated board and the size of the flap cover structure play an important role.
The formula is: X=Xi+t
In the formula:
X--Corrugated carton manufacturing size (length, width, height)
(mm)
Xi--Carton Inner Diameter (mm)
t - Corrugated board thickness (mm).
The above formula is a theoretical formula, without considering the value of the correction coefficient. Therefore, in the actual production, it is necessary to increase the correction coefficient (increase) according to the specific circumstances.
That is: X=Xi+t+k
In the formula:
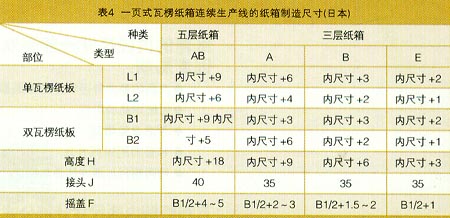
K--carton manufacturing size correction factor (extension volume) mm, k value in the formula can check the value of table 2, for specific manufacturing dimensions sometimes according to the production method to make a specific determination, as shown in Table 4 production line corrugated cardboard box manufacturing Size (see Japan). (See Table 4
Also pay attention to some other issues
â—† The correction factor (extension value) of the box height is the length of the long box and the extension of the box width. We can see from Figure 1 that the high manufacturing dimensions of the box should theoretically be equal to the packaging's inner diameter size. The thickness of the two corrugated cardboard sheets will also be sufficient.
â—† One-page molding is more important than the manufacturing width of multi-sheet molding carton. One-page molding is about 2mm larger than the width of two or four pages.
â—†Manufacturing size is closely related to the thickness of corrugated board and box type. Therefore, the manufacturing dimensions of different corrugated board and different box types are sometimes adjusted through trial production to determine a reasonable correction factor (increase).
The following is an analysis of the size design and manufacturing of a specific corrugated box structure to be introduced as follows (the specific correction factors listed below include the thickness of the board):
â—† Connector size J
Corrugated box joints are used for bonding or nailing when forming. The joint size is generally determined according to the number of corrugated layers and the production process. The joints are often connected to the length and width of the box surface of the carton to ensure the main box surface. Printing is not destroyed. The size of connector J can be referenced in Table 5. (See Table 5)
â—† Butt flap cover manufacturing size F
In a corrugated box type with butt-swaged butt closure, the theoretical width of the width of the flap should be equal to 1/2 of the width of the box. Such as 0201,0204,0207 and other boxes. However, due to the rebound effect of the swing cover, a gap is created at the butt joint of the swing cover, which causes lax sealing and causes the package of the package to be poor and is contaminated by dust and dust. Therefore, the manufacturing dimensions of the width of the butt flap should be corrected by introducing the extension coefficient xf of the flap.
Then: F=B1/2+xf
Where: F--carton docking cover size (length) (mm);
B1--Carton non-bonded box width manufacturing dimensions (mm);
Xf--flapping extension coefficient (mm), see Table 6 for specific values. The 0204* value in the table indicates the extension coefficient of the inner flap, and the 0205* value indicates the docking
The cover is the elongation factor when the outer cover is shaken. (See Table 6)
"Cardboard Manufacturing Process Solutions" June 2005
Car Seat for Child,Child Seat,Child Car Seat,Kids Car Seat,ISOFIX Car Seat
NINGBO BABY FIRST BABY PRODUCTS CO.,LTD. , https://www.maxinfglobal.com